

Содержание:
- Технология Thermowood
- Технология Bois Perdure
- Технология PLATO
- Технология Retification
- Технология Westwood
- Технология Oil Heat Treated (OHT)
- Оборудование для производства термодерева
- Материал для изготовления оборудования
- Утепление термокамеры
- Автоматическая система управления технологическим процессом
- Система утилизации продуктов термогидролиза древесины.
- Себестоимость производства термодревесины
- Длительность термомодификации
Основные параметры промышленных технологий для термомодификации древесины отличаются, но их общей характеристикой является то, что они осуществляются в закрытых системах при ограниченном содержании кислорода, что в диапазоне температур 150-240ºС существенно снижает риск воспламенения древесины. В настоящее время реально в оборудовании реализованы 6 основных технологий термомодификации древесины, отличающихся между собой по используемой защитной среде и по применяемому агенту теплопередачи в камере (водяной пар, инертный газ или масло). Условно их можно разделить на следующие:
Технология Thermowood

На данный момент это основная технология. По некоторым оценкам порядка 90% всех предприятий специализирующихся на термообработке древесины применяют технологию Thermowood, либо одну из её модификаций. Разработчиками технологии и производителями оборудования являются финские компании «Lunawood Oy», «Stellac Oy», «Jartek Tekmaheat Oy», «Valutec Oy», австрийская фирма «Mühlböck-Holztrocknungsanlagen», итальянская фирма «Baschild». Созданы модификации этой технологии компаниями «Тавис» (Украина), «Superior Thermowood» (Канада) и ООО «Вест-Вуд Рус» (Россия).
Особенностью данной технологии является то, что термомодификация древесины осуществляется в защитной атмосфере водяного пара при температурах 185-212ºС. При этом содержание кислорода в среде уменьшается до 3,5%. Основные мощности по производству термодерева представлены именно таким оборудованием.

При обработке предварительно высушенной древесины общая продолжительность процесса составляет около 2-х суток. Также возможна и обработка влажного материала, однако в этом случае длительность процесса термомодификации будет большей с учетом срока собственно сушки древесины.
Финская компания «Lunawood Oy» разработала технологию, а фирма «Tekmaheat Oy» изготовила гигантскую камеру непрерывного действия годовой производительностью до 50 тыс. м³. Успехи компании «Тавис» пока что не так впечатляющи, предприятие выпускает линейку термокамер с полезной загрузкой от 1 до 36 м³, максимальная производительность самой большой из них 2,5 тыс. м³ в год.
Данная технология послужила основой для экспериментов над термокамерой российской компании «Вакуум+», в которой процесс происходит при пониженном давлении при разрежении до 0,02 МПа. При этом технология не доведена до качественной стадии, термомодификация древесины осуществляется не полностью, так как температура в камере не подымается выше 170°С.
Стандартная технология Thermowood представлена пятью отдельными этапами процесса:
- двухтрехфазный разогрев древесины в паровоздушной атмосфере при избыточном давлении. Одна–две быстрых фаз с большим градиентом до температуры 70-130ºС и медленная – с малым градиентом до температур 185-230ºС;
- термогидролиз древесины в паровоздушной атмосфере при небольшом избыточном давлении при выбранных режимах термомодификации;
- охлаждение древесины в паровоздушной атмосфере при нормальном давлении до температуры 100ºС;
- кондиционирование древесины для доведения влажности древесины до заданных значений от 4 до 6%;
- охлаждение древесины до температуры 30-40ºС.
Технология Bois Perdure
Название технологии в буквальном переводе означает «Древесина долгоживущая». В 1995 г. во Франции был получен патент на данную технологию. Разработчиком и производителем оборудования является фирма «BCI–MBS». 1-ая промышленная камера была запущена этой фирмой в 1997 г. Особенностью данной технологии является проведение последовательных операций высокотемпературной сушки древесины естественной влажности, термомодификации и охлаждения древесины в камере в атмосфере водяных паров и газов, выделяющихся из древесины. Все процессы протекают в замкнутом цикле. Избыток паровоздушных выбросов, образующихся при сушке и термомодификации древесины, утилизируется путем сжигания в газовой горелке.Фирма «PCI Industries inc.» в Канаде купила лицензию на данную технологию и с 2002 г. по 2004 г. запустила 4 завода в провинции Квебек.Технология Bois Perdure представлена следующими этапами процесса:
- разогрев древесины до температуры 100-120ºС в паровоздушной атмосфере при избыточном давлении;
- высокотемпературная сушка при температуре 120ºС до момента удаления из древесины свободной влаги;
- нагрев древесины до температуры 200-230ºС в парогазовой атмосфере при избыточном давлении;
- термогидролиз древесины в парогазовой атмосфере при избыточном давлении при выбранных режимах термомодификации;
- охлаждение древесины до температуры 30-40ºС в паровоздушной атмосфере при нормальном давлении.
Нецелесообразно исключать этап кондиционирования из технологического процесса, поскольку оказывается невозможным задать конечную влажность термодревесины и прогнозировать поведение термодерева при эксплуатации в изменяющихся температурно-влажностных условиях внешней среды.Технология PLATOРазработчиком и производителем оборудования является фирма «Plato International BV», Нидерланды. Название технологии PLATO происходит от сокращения: Providing Lasting Advanced Timber Option – Предлагаем Долговечную Прогрессивную Древесину на Выбор. Ее особенностью является проведение термомодификации путем цикличного термогидролиза древесины при температурах 150-180ºС при давлении до 1,6 МПа, т.е. происходит многоступенчатая обработка «Влага-Тепло-Давление».Влажная древесина на протяжении 4-5 ч подвергается обработке насыщенным паром или водой (процесс варки) в герметичной емкости. После этого древесина высушивается в камере до конечной влажности 8-10%. Во время фазы отверждения древесину еще раз нагревают до температуры 160-190ºС в течение 14-16 ч.В Голландии в 2000 г. фирмой «Plato International BV» был построен один завод производительностью 50 тыс. м³ в год и планировалось увеличить его мощность еще в 3 раза, но пока это не осуществлено.Оригинальная технология PLATO основана на 9-ти отдельных этапах процесса:
- разогрев древесины до температуры термомодификации в автоклаве;
- термогидролиз древесины в автоклаве в водяной среде, нагретой до температуры 150-180ºC при избыточном давлении;
- охлаждение древесины с последующей перегрузкой в конвекционную сушильную камеру;
- высушивание древесины в конвекционной сушильной камере;
- разогрев древесины в конвекционной сушильной камере до температуры «лечения»;
- «лечение» древесины в конвекционной сушильной камере при температуре 150-190ºC в воздухе с низкой относительной влажностью и при атмосферном давлении;
- охлаждение древесины в конвекционной сушильной камере до температуры кондиционирования;
- кондиционирование древесины в конвекционной сушильной камере с целью поднятия влажности древесины до заданного уровня, обычно 6-8%.
- охлаждение древесины до температуры 30-40ºС.

Одним из вариантов технологии PLATO является многоступенчатая термомодификация древесины при повышенном давлении водяного пара до 1,6 МПа с использованием камер автоклавного типа, разработанная фирмой «WTT» (Wood Treatment Technology) Дания, ООО «Бикос» г. Лыткарино Московской области (технология «Bicos» (Barkett-Thermoholz), без применения конвекционных сушильных камер.Варианты технологий фирм «WTT» и ООО «Бикос» отличаются от оригинальной, в основном тем, что весь технологический цикл термомодификации древесины осуществляется в автоклаве без перегрузок в конвекционную сушильную камеру. При этом имеет место экономия площадей, занятых производственным оборудованием, но и нерационально используется автоклав, рассчитанный на рабочее избыточное давление до 20 атмосфер и температуру до 220ºC. Тем самым, в 4-5 раз снижается производительность оборудования – автоклава – на ключевом этапе лимитирующей стадии технологического процесса термомодификации древесины, а именно, термогидролиза. Соответственно, увеличивается себестоимость термодоски.Технология RetificationТехнология Retification (в дословном переводе – улучшение; исправление) была разработана в Горном институте (Ecole Nationale Superiere des Mines), Centre SPIN, в г. Сент-Этьене, Франция, в 70-80 г.г. Производителем оборудования является «Company Four et Bruleurs Rey», расположенная в окрестностях этого города. Особенность этой технологии в том, что роль защитной среды выполняет инертный газ азот, вместо водяного пара в технологии Thermowood, а сама термомодификация ведется при температуре 200-260ºС. В соответствии с временными и температурными параметрами технологии ее разработчики называют процесс термомодификации древесины при ретификации низкотемпературным пиролизом. Суммарная продолжительность процесса составляет 7-16 часов. При этом подчеркивается, что кислород полностью исключен из среды агента термомодификации. Фирма «NOW» (New Option Wood) с 1995 г., а с 2004 г. группа «EPMB H» активно продвигают на рынок камеры ретификации древесины с объемом полезной загрузки до 4; 8 и 12 м³. С 1998 г. по 2001 г. во Франции было введено в действие 6 камер. Выпуск ретифицированной древесины во Франции в 2004 г. составил 15 тыс. м³.Стандартная технология Retification представлена 8-ью отдельными этапами процесса:
- разогрев предварительно высушенной древесины до температуры 80-100ºС;
- экспозиция древесины при температуре 80-100ºС;
- разогрев древесины до температуры так называемой «гладкой переходной фазы – glassy transition phase», специфичной для каждой породы, от 160 до 180ºС. Изменения древесины на данной стадии являются обратимыми;
- экспозиция древесины при температуре 160-180ºС;
- разогрев древесины до температуры ретификации, специфичной для каждой породы, от 200 до 260ºС;
- экспозиция древесины при температуре ретификации. Изменения становятся необратимыми;
- кондиционирование древесины с целью поднятия влажности древесины до заданного уровня, обычно 3-6%.
- охлаждение древесины до температуры 30-40ºС.
Технология WestwoodАмериканская технология Westwood разработана в США корпорацией Westwood Corp. специально для обработки твердолиственных пород. В 2007 году была внедрена система 3-D управления тепловой волной, что якобы важно для обработки твердых пород. Обработка занимает 11-16 часов, а камеры мощностью 350 кВт имеют размер 12 кубометров загрузки. Внедрена система интеллектуальной обратной связи, благодаря чему время цикла является плавающим и оптимизируется самой системой в процессе обработки и достигаемых промежуточных параметров. Каждые 5 секунд система осуществляет мониторинг и управление более чем 20 параметрами, что позволяет получать предсказуемый результат для твердолиственных пород, где важно именно управление малопредсказуемыми термохимическими реакциями внутри дерева (древесина нагревается больше чем сам теплоноситель).
Оборудование изготавливается на американском заводе Sll Dry Kilns в Северной Каролине.Процесс Westwood полностью управляется электроникой и исключает вмешательство человеческого фактора. Камера сама выключится, как только цикл завершён, поэтому не требуется нахождения дежурного оператора около камеры (что экономит немало затрат при эксплуатации). В процессе цикла система сама принимает интеллектуальное решение по ведению цикла. Многоуровневая система защиты от аварий позволяет эксплуатировать камеру без постоянного внимания оператора. Впрочем, это не новость, оборудования европейских компаний, равно как камеры фирмы «Тавис» тоже снабжены автоматической системой управления не хуже, чем у Westwood.Камера Westwood имеет дистанционный менеджмент процессов через интернет. Оборудование поставляется как готовый завод в собранном виде, подключение занимает несколько дней. В комплект поставки включается всё необходимое для немедленного старта и работы оборудования: система энергоснабжения, система управления, система очистки выбросов, комплект для погрузки-разгрузки, программы обработки различных пород древесины и прочее. При подключении к оборудовании подводятся только электричество, вода и канализация. Оборудование встроено в стандартны hi-cube 40-футовый морской контейнер, поэтому оно мобильно, легко перевозится и устанавливается. Вместе с оборудование поставляется комплект запчастей на 2 года эксплуатации.
- Можность – 350 кВт;
- Потребление воды – до 0,1 м3 в час;
- Габаритные размеры – 2,5 х 4,5 х 25 м.;
- Размер внутреннего пространства – 1,5 х 2,4 х 11,5 м.;
- Температура обработки 160-300 ºС;
- Есть функция предварительной сушки пиломатериалов.
Система 3-D тепловой волны позволяет производить специальные дизайнерские продукты, такие, например, как полы с плавным переходом цвета внутри одной доски.Технология Oil Heat Treated (OHT)В настоящий момент данная технология переживает кризис, а большинство заводов в Германии закрыты из-за экологических проблем с утилизаций отработанного масла!Термомодификация древесины в горячем масле разработана на основе процесса сушки древесины в жидких органических веществах германской фирмой «Menz Holz GmbH & Co. KG». При этом в качестве защитной среды и агента термомодификации используются высокотемпературные органические теплоносители (ВОТ), различные растительные масла (льняное, подсолнечное, рапсовое, талловое и др.), а также отходы их производства. Высушенная древесина погружается в горячее растительное масло в ванне или в камере автоклавного типа и постепенно нагревается до температуры 180-220ºС. Длительность этого этапа обработки составляет до 4 ч. В процессе обработки дополнительно происходит поглощение масла поверхностным слоем древесины, которое зависит от поверхности и степени обработки материала и может регулироваться. Общая продолжительность процесса составляет не менее 2-х суток.Разработчиками и производителями оборудования Oil Heat Treated (OHT) автоклавного типа являются фирмы «Menz Holz GmbH & Co. KG», Германия, «WTT» (Wood Treatment Technology), Дания.Примитивный вариант технологии Oil Heat Treated (OHT) реализован в оборудовании, представляющем собой масляную ванну, в которую погружается пиломатериал. Разогрев масла осуществляется ТЭНами.Технология Oil Heat Treated (OHT) предъявляет менее жесткие требования к исходному сырью как по качеству пиломатериалов, так и по их исходной влажности.Оригинальная технология OHT представляет собой 5-6-ти стадийный процесс:
- быстрый разогрев древесины до температуры 130ºС;
- промежуточная сушка древесины при температуре 130ºС (в случае использования древесины с влажностью выше 12%);
- разогрев древесины с малым градиентом до температур термогидролиза;
- экспозиция древесины в масляной среде при выбранных режимах термомодификации;
- охлаждение древесины в воздушной атмосфере при нормальном давлении (вариант масляной ванны) или при пониженном давлении (вариант камеры автоклавного типа) с одновременным освобождением древесины от избытка масел;
- охлаждение древесины до температуры 30-40ºС.
Важной особенностью технологий термомодификации древесины Thermowood, Bois Perdure, PLATO и Retification является постепенное финишное охлаждение и увлажнение материала до эксплуатационной влажности.Вместе с тем, разработчики оригинальной технологии Oil Heat Treated (OHT) не указывают на то, что древесина проходит этапы кондиционирования и увлажнения.В таблице представлены сводные характеристики 5-ти основных технологий термомодификации древесины.Оборудование для производства термодереваНаиболее оптимальным по цене и качеству для украинских деревообработчиков является оборудование компании «Тавис».Оборудование для термомодификации древесины независимо от реализуемой технологии является высокотехнологичной инженерной продукцией, воплощающей исследовательские разработки по изучению механизмов термогидролиза древесины, характеристик термодерева в сопоставлении со свойствами обыкновенной древесиной, лабораторному моделированию процесса термомодификации, масштабированию технологии на промышленный уровень.В этой связи можно сформулировать некоторые общие требования к такого рода оборудованию, без соблюдения которых невозможно обеспечить его длительную эксплуатационную работоспособность, а также получать воспроизводимые результаты термомодификации.Материал для изготовления оборудованияДля изготовления внутренней обечайки оборудования, исполнительных механизмов, емкостей, воздуховодов, трубопроводов должны использоваться жаростойкие коррозионно-стойкие стали типа 12Х17/08Х17Т или AISI 304/430Ti/439.Так как в процессе термомодификации образуются продукты термогидролиза древесины (ст.5.4.2.), представленные органическими кислотами, а само оборудование может эксплуатироваться в режиме нагрев/охлаждение в диапазоне от +260ºС до –35ºС, только использование жаростойких коррозионно-стойких сталей дает возможность гарантировать работоспособность оборудования сроком не менее 6 лет.В случае изготовления оборудования из чёрного металла, оно должно быть каким-то образом защищено от коррозии. Компания «Тавис» имеет в своём арсенале такой оригинальный способ. Металлические стенки термокамер «Тавис» не корродируют вообще, и сама камера служит на протяжении многих лет. В случае отсутствия защиты, что характерно абсолютно для всех других украинских и российских предприятий (в т.ч. «Вакуум+»), камер сгниёт всего за 1-2 года.Утепление термокамерыВсе термокамеры компании «Тавис» утеплены наилучшим образом. Ниже мы поделимся с вами общими основами утепления для подобного рода оборудования.В качестве утеплителя необходимо применять негорючие коррозионно-стойкие материалы – типа FireBatts фирмы Rockwool, со сроком эксплуатации не менее 6 лет, толщиной в зависимости от условий эксплуатации от 120 до 200 мм, соответствующие требованиям безопасности и защиты окружающей среды.Материалы, применяемые в качестве теплоизолирующего и покровного слоев в составе теплоизоляционной конструкции оборудования и трубопроводов, должны быть сертифицированы (иметь гигиеническое заключение, пожарный сертификат, сертификат соответствия качества продукции).Температура на поверхности тепловой изоляции должна быть не более, °С:
- для изолируемых поверхностей, расположенных в рабочей или обслуживаемой зоне помещений и содержащих вещества температурой выше 100°С…45;
- для изолируемых поверхностей, расположенных на открытом воздухе в рабочей или обслуживаемой зоне при металлическом покровном слое…55.
Температура на поверхности тепловой изоляции трубопроводов, расположенных за пределами рабочей или обслуживаемой зоны, не должна превышать температурных пределов применения материалов покровного слоя, но не выше 75°С.Автоматическая система управления технологическим процессомОборудование для термомодификации должно быть укомплектовано контрольно-измерительной аппаратурой, позволяющей вести контроль и регулировать процесс термомодификации как в ручном (дистанционном), так и автоматическом режимах. Блок управления и контроллеры установленные на оборудовании «Тавис» рассчитаны на автоматическую работу. В экстренных случаях для выявления проблемы мы производим диагностику работы термокамеры через её блок управления посредством Интернета.Автоматика оборудования термомодификации древесины обеспечивает:
- измерение параметров агента термомодификации и древесины;
- управление всеми, без исключения, исполнительными механизмами оборудования термомодификации;
- проведение термомодификации пиломатериала от начала до окончания без вмешательства оператора, при этом обеспечивается возможность изменения режимов (при необходимости) без остановки процесса;
- учет физико-химических процессов, происходящих в оборудовании термомодификации. Это особенно актуально при переходе с фазы на фазу режима термомодификации. При этом алгоритмы управления термомодификацией древесины исключают некорректные операции;
- простоту и удобство работы с оборудованием термомодификации древесины вследствие наличия библиотеки режимов термомодификации, что позволяет работать с оборудованием лицам, не имеющим достаточной подготовки в области термомодификации древесины;
- архивацию параметров процесса термомодификации древесины и представление этой информации в виде таблиц и графиков. Таблицы и графики значительно облегчат работу технолога по изменению и составлению новых режимов термомодификации древесины и введению поправочных коэффициентов на породу древесины;
- постоянное проведение самодиагностики и, в случае появления неисправности, выдачу сообщения о том, где ее искать. Это позволит быстро найти и устранить неисправность;
- всевозможные защиты исполнительных механизмов оборудования термомодификации и элементов автоматики, как на программном, так и аппаратном уровнях. При возникновении неисправности и невозможности продолжения процесса термомодификации, автоматика устанавливает исполнительные механизмы оборудования в положения, при которых древесина может находиться продолжительное время без ухудшения своих свойств. Это позволяет провести ремонт и, после устранения неисправностей, возобновить технологический процесс. При отключении питания эти положения исполнительных механизмов не изменяются.
Системы полуавтоматического управления могут устанавливаться на оборудование термомодификации небольшого объема для недорогих пород древесины.Системы полуавтоматического управления оборудования термомодификации, также как и автоматика, содержат электронику для измерения параметров агента термомодификации и древесины. Управление отдельными исполнительными механизмами оборудования термомодификации, не требующими периодических переключений, осуществляется вручную.При этом поддержание заданных параметров в оборудовании термомодификации осуществляется с помощью недорогих серийно выпускаемых регуляторов.Переход с фазы на фазу режима термомодификации древесины производится оператором вручную: на регуляторе устанавливаются новые значения требуемых параметров. Время перехода на следующую фазу режима определяется по таблицам усредненных режимов термомодификации.Ручное управление технологическим процессом приводит к низкой воспроизводимости результатов термомодификации и резко увеличивает выход брака, что при использовании дорогостоящих пород древесины недопустимо. Кроме того, опыт эксплуатации камер с ручной системой управления показал, что оказалось практически невозможным исключить «человеческий фактор», который неоднократно приводил к авариям и пожарам вследствие отсутствия необходимых блокировок при некорректных ситуациях, связанных с отказом в работе контрольных датчиков и исполнительных механизмов.Система утилизации продуктов термогидролиза древесины.1. Технология ThermowoodОборудование, реализующее технологию Thermowood, представлено следующими разновидностями:
- камеры периодического действия «открытой» системы с объемом полезной загрузки от 1 до 150 м³ с выбросом тепла, парогазовых смесей с продуктами термогидролиза древесины в атмосферу;
- камеры непрерывного действия «открытой» системы с годовой производительностью от 10 тыс. до 50 тыс. м³;
- камеры периодического действия системы «замкнутого цикла» с объемом полезной загрузки от 1 до 100 м³ с рекуперацией тепловой энергии и конденсорным сбором водных растворов продуктов термогидролиза;
- камеры периодического действия вакуумного типа «открытой» системы с объемом полезной загрузки от 1 до 12 м³.
2. Технология Bois PerdureОборудование, реализующее технологию Bois Perdure, представлено камерами периодического действия «замкнутого цикла» с объемом полезной загрузки 3,5; 5 и 8 м³ с утилизацией парогазовых продуктов термомодификации древесины в газовой горелке.3. Технология PLATOОборудование, реализующее технологию PLATO, представлено следующими разновидностями:
● комплект оригинального оборудования периодического действия, включающий автоклав обливного типа для проведения термогидролиза древесины при избыточном давлении и повышенной температуре, а также конвекционную сушильную камеру для сушки, кондиционирования, «лечения» и охлаждения древесины с годовой производительностью от 10 тыс. до 50 тыс. м³;
● автоклавы обливного типа периодического действия для проведения термомодификации древесины по принципу «все в одном» с объемом полезной загрузки от 1 до 100 м³.4. Технология RetificationОборудование, реализующее технологию Retification, представлено камерами периодического действия системы «замкнутого цикла» с объемом полезной загрузки до 4; 8 и 12 м³.Необходимо подчеркнуть следующие ключевые моменты:Во-первых, поскольку процесс ретификации древесины при температурах 200-260°С является пограничным состоянием между высокотемпературным термогидролизом и низкотемпературным пиролизом, то при всех режимах работа оборудования должна осуществляться только в атмосфере азота при практически полном исключении кислорода.Во-вторых, ретификации может быть подвергнута только качественно высушенная древесина с влажностью 10-18%, не имеющая дефектов. Но даже при таких условиях древесина в штабеле должна находиться под давлением либо гидравлических домкратов, размещенных на крыше камер, либо под давлением пружин, расположенных на тележках.В-третьих, контроль процесса ретификации, особенно в стадии «glass transition phase», должен осуществляться не только по параметрам агента термомодификации и температуре древесины, но и по эмиссии СО2 и летучих органических кислот – уксусной и муравьиной, служащих индикатором степени гидролиза и разложения гемицеллюлоз.Следует отметить, что только в условиях эффективного функционирования автоматической системы управления технологическим процессом, позволяющего свести к минимуму последствия низкотемпературного пиролиза древесины, возможно получение ретифицированной древесины с воспроизводимыми свойствами.5. Технология Oil Heat Treated (OHT)Оборудование, реализующее технологию Oil Heat Treated (OHT), представлено следующими разновидностями:
- масляные ванны периодического действия «открытой» системы с объемом полезной загрузки от 1 до 60 м³;
- автоклавы периодического действия «закрытой» системы с объемом полезной загрузки от 1 до 100 м³.
В настоящее время в оборудовании по технологии Oil Heat Treated (OHT) для обеспечения теплообмена, нагрева, сушки и термомодификации древесины применяются Высокотемпературные Органические Теплоносители (ВОТ).В качестве ВОТ обычно используются термостабильные органические вещества, обладающие высокой температурой кипения и низкой вязкостью. Как правило, молекулы этих веществ содержат одно или несколько ароматических ядер с алкильными заместителями. Увеличение длины цепи алкильных заместителей обычно приводит к уменьшению термостабильности. Однако в некоторых случаях высшие алкилароматические соединения обладают достаточной устойчивостью при высоких температурах и успешно применяются в качестве ВОТ.Все ВОТ можно разделить на синтетические и минеральные. Синтетические теплоносители производятся на основе специально полученных с помощью химического синтеза термостойких веществ. Минеральные теплоносители являются продуктами вакуум-дистилляции нефтяных масел или представлены растительными маслами для технических нужд. Поэтому в минеральных маслах – теплоносителях наряду с термостойкими веществами в значительных количествах присутствуют вещества с низкой термической устойчивостью, что приводит при эксплуатации к более быстрому, чем в случае синтетических ВОТ, ухудшению эксплуатационных свойств. Главным недостатком минеральных масел является то, что при термодеструкции они разлагаются преимущественно с образованием смолообразных веществ, что приводит к увеличению вязкости, ухудшению теплообменных свойств и закоксовыванию поверхностей теплообменников. Эксплуатация этих масел при температурах выше 200°С требует их полной замены минимум два раза в год (из-за увеличения вязкости и ухудшения теплофизических параметров) и, вследствие отложения коксующих элементов, периодической замены теплообменной обвязки. Поскольку минеральные масла в несколько раз дешевле синтетических, многие предприятия предпочитают их синтетическим, особенно при больших объемах потребления и сравнительно невысоких температурах эксплуатации (до 250°С).В случае синтетических ВОТ, при условии правильной эксплуатации, можно избежать закоксовывания и добиться сохранения эксплуатационных свойств при небольшой подпитке системы. При температурах эксплуатации до 330°С хорошо зарекомендовали себя синтетические ВОТ, термодеструкция которых протекает в основном с выделением легколетучих продуктов, которые не трудно удалить из системы.В оборудовании по технологии Oil Heat Treated (OHT) используется периодический режим работы, который равносилен многократному пуску и остановке процесса. Особенностью этого режима является то, что необходимо многократно производить нагрев ВОТ при низких температурах, то есть при условиях высокой вязкости и низкой теплопередачи, что способствует сильным локальным перегревам. Форсированный нагрев в этих случаях недопустим. Здесь необходимы совершенно другие решения разогрева ВОТ, которые сводятся в основном к подбору ВОТ с наименьшей вязкостью, увеличению поверхности нагрева и скорости прокачки у поверхности теплонагревателей, строгая автоматическая регулировка подъема температуры, исключающая сильные локальные перегревы, использование двухконтурной схемы нагрева и охлаждения ВОТ и т. д.В общем случае, необходимо подчеркнуть следующие ключевые моменты:Во-первых, при всех режимах не допускается работа оборудования с ВОТ без азотной подушки (требуется азотное дыхание).Во-вторых, в ходе эксплуатации систем с ВОТ наблюдается уменьшение температуры вспышки (Твсп) из-за появления низкокипящих углеводородов. Поэтому возможность удаления легколетучих продуктов должна быть предусмотрена при проектировании.В-третьих, при длительной работе в ходе термодеструкции ВОТ появляются твердые частицы и смолы, увеличивается вязкость. Поэтому требуется постоянная фильтрация и вывод из системы коксующихся веществ. В противном случае они отлагаются не только на поверхности нагревателей, но и по всему контуру, из-за чего снижается теплопередача и мощность. При форсированной же мощности ухудшение теплообменных процессов происходит ускоренно, что приводит к необходимости замены нагревательных элементов и теплообменной аппаратуры.В заключение следует отметить, что условия правильной эксплуатации, позволяющие свести к минимуму процессы термодеструкции и их последствия, играют решающую роль. Во многих случаях конструктивное решение системы, обеспечивающее условия правильной эксплуатации, имеет гораздо большее значение, чем выбор какого-либо конкретного ВОТ. Поэтому проектирование, монтаж и пуск оборудования по технологии Oil Heat Treated (OHT) с ВОТ должны производиться только квалифицированными специалистами, имеющими многолетний опыт работы.Очевидно, что стоимость оборудования равной производительности является более высокой для многостадийных технологических процессов (PLATO) и ее модификаций, поскольку само оборудование, работающее под давлением, должно быть изготовлено из металла толщиной не менее 100 мм, и его необходимо сертифицировать и регистрировать.Аналогичные выводы можно сделать и в отношении оборудования для термомодификации древесины по технологии Oil Heat Treated (OHT).Также более дорогим является оборудование для термомодификации древесины по технологии Retification, требующее применения инертного газа азота.Наиболее дешевым является оборудование для реализации технологии Thermowood, вследствие возможности осуществления термомодификации при слегка повышенном и нормальном давлении, а также в вакууме. При этом в первом случае защита древесины от возгорания осуществляется путем вытеснения из объема камеры воздуха за счет подачи водяного пара или удаления воздуха с помощью вакуумирования.Себестоимость производства термодревесиныВследствие скудности данных, представленных в СМИ, оказалось достаточно трудно оценить реальную себестоимость термомодификации древесины при использовании различных технологий.Себестоимость термомодификации древесины отличается даже в пределах конкретной технологии и зависит от:
- 1. Агента термомодификации. Известно, что обработка в перегретом паре является значительно более дешевой, чем в масле или инертном газе.
- 2. Энергозатрат. Стоимость энергозатрат зависит, в первую очередь, от вида и стоимости энергоносителей, длительности и температуры термомодификации, а также от возможности повторного использования полученного тепла (рекуперации) и энергозатрат на очистку сбросов и выбросов от продуктов термогидролиза.
В среднем себестоимость термомодификации древесины в расчете на 1 м³ составляет от 80 до 200.Длительность термомодификацииВремя термомодификации, в том числе стадий нагрева, термомодификации, охлаждения, кондиционирования и установления требуемой влажности, зависит от породы древесины, ее геометрических параметров, требуемых свойств, и является решающей в производительности оборудования. Продолжительность технологического цикла на разных оборудованиях составляет от 12 до 180 часов. Учтём также, что скоротечные режимы термообработки порой дают не лучший результат в отношении конечного продукта.Это обусловлено такими особенностями технологий и оборудования, как используемый теплоноситель (воздух, перегретый пар, масло), применяемый энергоноситель для нагрева агента термомодификации (природный газ, электроэнергия, отходы деревообработки), а также выбранным режимом термомодификации (температура и длительность), используемой породой древесины, ее геометрическими размерами.Однако не следует забывать, что практически при всех технологиях необходимо время для так называемого «созревания» термодревесины, которое составляет от 7 до 21 суток, во время которого стабилизируются её химический состав и такие параметры, как геометрические размеры при изменяющейся относительной влажности окружающего воздуха, равновесная влажность, равномерное окрашивание древесины по всему сечению.В статье использовались данные сайтов thermotreatedwood.com и tep-doma.ru

|
|
|||||
 |
|||||
| Опытная установка Retification | |||||
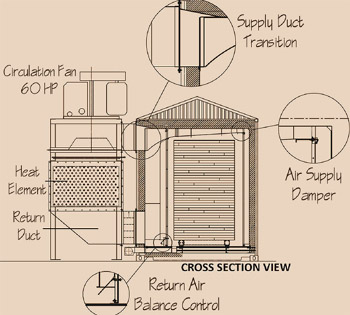 |
|||||
| Чертёж камеры Westwood | |||||
 |
|||||
| термокамера Menz Holz | |||||
| Наименование параметров | Технологии термомодификации древесины | ||||
| Thermowood | Bois Perdure | PLATO | Retification | Oil Heat Treated |
|
| Защитная среда термомодификации | Паровоздушная смесь с содержанием кислорода ниже 3,5% | Парогазовая смесь | Перегретая вода | Паровоздушная смесь, обогащенная азотом | Масла – теплоносители, растительные масла |
| Температура термомодификации, °С | 180-230 | 200-230 | 150-200 | Больше 240 | 180-220 |
| Требования к качеству исходного сырья для термомодификации (сорт, исходная влажность) | Жесткие, согласно требованиям ФАТД | Менее жесткие (по сравнению с ФАТД) | Менее жесткие (по сравнению с ФАТД) | Жесткие, но в СМИ нет | Менее жесткие (по сравнению с ФАТД) |
| Продолжительность цикла, сосна толщиной 50 мм и влажностью 8%, час | 48 | 10 | 120 | 10 | 12 |
| Себестоимость термообработки, €/м³ | 80-120 | 80-120 | 120-160 | 180-200 | 80-120 |
| Возможность сушки и термообработки в одном производственном цикле | + | + | + | + | + |
| Возможность сушки и пропитки древесины в одном производственном цикле | – | – | – | – | + (вариант камеры автоклавного типа) |
| Необходимость восстановления требуемого уровня влажности древесины после термомодификации | + | – | + | – | – |
| Необходимость острожки после термомодификации | ± | ± | ± | ± | ++ |
| Необходимость сертификации и регистрации оборудования в системе Гостехнадзора | – | – | + (давление выше 0,6 МПа) |
– | – |
| Необходимость выдержки термодерева в теплом вентилируемом помещении для удаления запаха фурфурола | + | + | ± | + | ± |
| Экологическая безопасность производства: – необходимость СЗЗ – продукты термогидролиза |
+ парогазовые смеси |
+ парогазовые смеси |
+ водные растворы и парогазовые смеси |
+ парогазовые смеси |
+ водные и масляные растворы, а также парогазовые смеси |
